
Για πάχος 2 έως 3 χιλιοστά, η συγκόλληση Copper-Nickel (CuNi) θεωρείται σχετικά λεπτή και η μέθοδος TIG (GTAW) είναι η ιδανική επιλογή για μέγιστο έλεγχο και ποιότητα.
Ακολουθούν οι συγκεκριμένες τεχνικές παράμετροι για αυτό το εύρος πάχους:

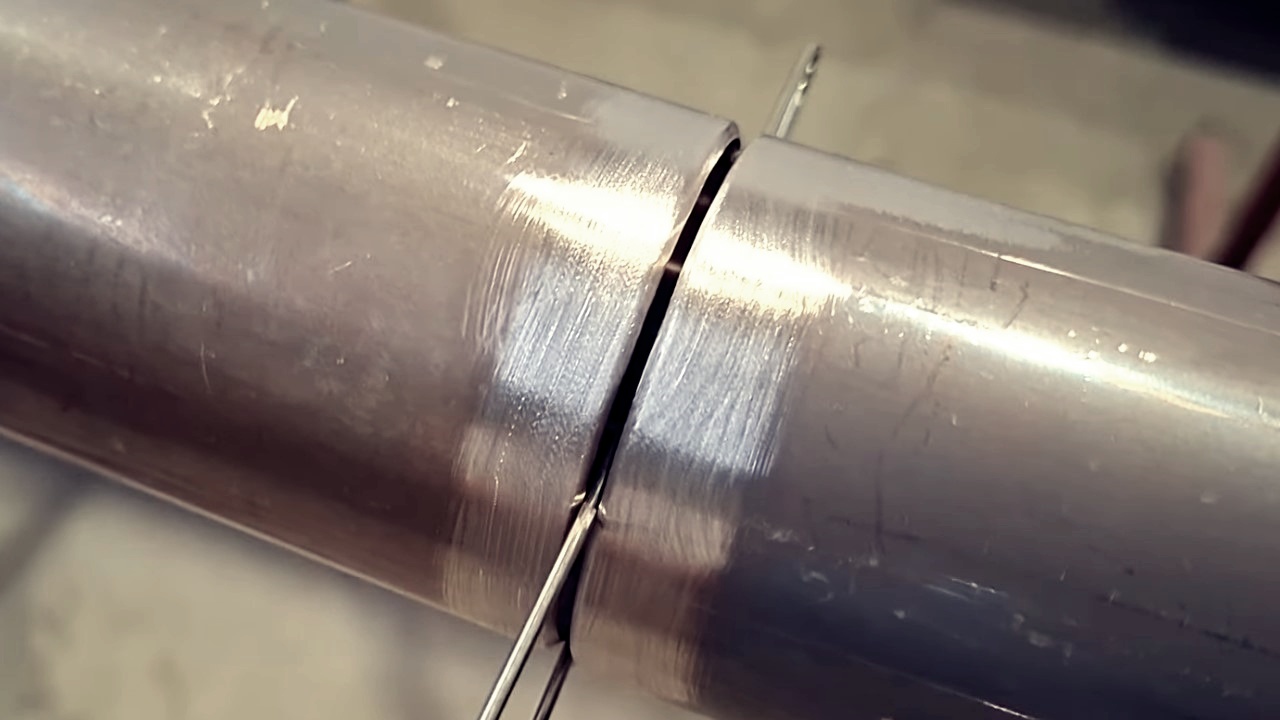
Προετοιμασία Άκρων (Joint Preparation)
- Τύπος Σύνδεσης: Για πάχος έως 3mm, χρησιμοποιείται τετραγωνισμένη προετοιμασία (square butt) χωρίς λοξότμηση.
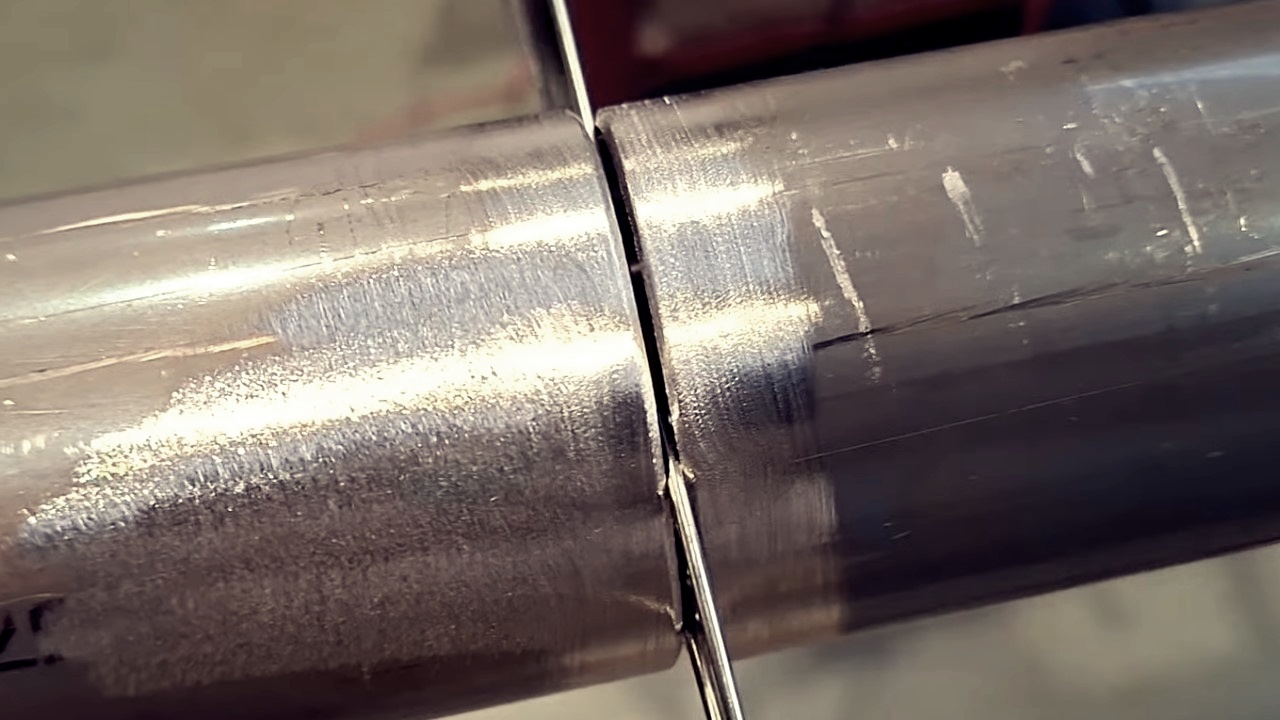
- Διάκενο (Root Gap): Συνιστάται ένα μικρό διάκενο περίπου 1.5mm για να διασφαλιστεί η πλήρης διείσδυση.
- Προσοχή: Ποτέ μην επιχειρείτε αυτογενή συγκόλληση (χωρίς προσθήκη υλικού), καθώς η έλλειψη αποξειδωτικών στοιχείων θα οδηγήσει σε πορώδη ραφή (φυσαλίδες).
Παράμετροι Συγκόλλησης TIG
| Χαρακτηριστικό | Ρύθμιση για 2-3mm |
|---|---|
| Ένταση Ρεύματος (Amps) | 80 – 150 A (DCEN – Συνεχές ρεύμα με ακίδα στο πλην) |
| Υλικό Πλήρωσης (Filler Rod) | Διάμετρος 1.6mm έως 2.4mm (τύπου ERCuNi 70/30) |
| Ακίδα Βολφραμίου (Tungsten) | Διάμετρος 1.6mm ή 2.4mm (με μυτερή απόληξη) |
| Αέριο Προστασίας | 100% Αργό (Argon) με ροή 8-12 L/min |
Κρίσιμες Οδηγίες
- Back Purging: Για σωλήνες αυτού του πάχους, η προστασία της εσωτερικής πλευράς (ρίζας) με αέριο αργό είναι απαραίτητη για την αποφυγή οξείδωσης.
- Καθαριότητα: Λόγω του μικρού πάχους, οποιαδήποτε μόλυνση (λάδια, σκόνη) επηρεάζει άμεσα τη σταθερότητα του τόξου. Καθαρίστε τα άκρα με βούρτσα από ανοξείδωτο χάλυβα.
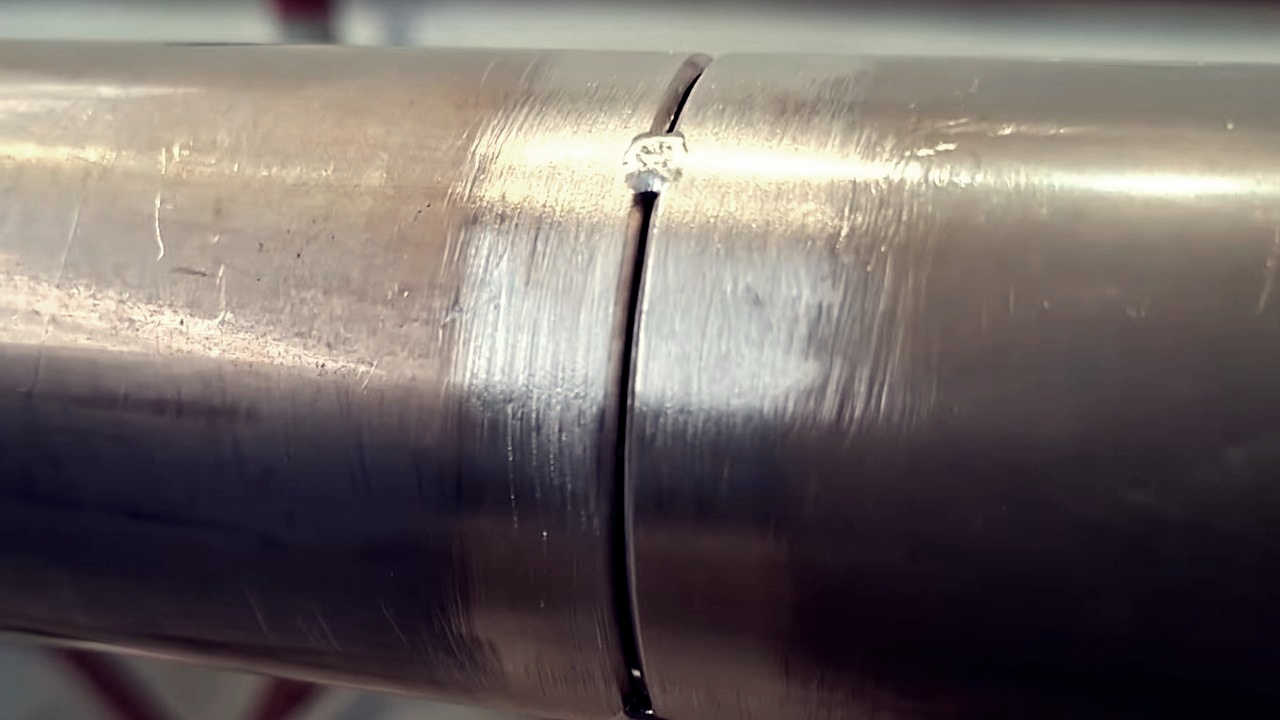
- Συγκράτηση (Tacking): Κάντε μικρά “τσιμπήματα” (tacks) κάθε 50-100mm για να διατηρήσετε το διάκενο σταθερό, καθώς το Copper-Nickel παραμορφώνεται εύκολα από τη θερμότητα.
Αν εργάζεστε σε κράμα 90/10, η χρήση υλικού πλήρωσης 70/30 είναι η πλέον ενδεδειγμένη λύση το 2026 για να εξασφαλίσετε ότι η ραφή θα είναι πιο ανθεκτική στη διάβρωση από το υπόλοιπο μέταλλο.
Η ρύθμιση του Back Purging (εσωτερική προστασία με αέριο) είναι το πιο κρίσιμο στάδιο στη συγκόλληση σωλήνων Copper-Nickel (CuNi) 2-3mm, καθώς εμποδίζει την οξείδωση της εσωτερικής ραφής (ρίζας).
Ακολουθήστε τα παρακάτω βήματα για σωστή εφαρμογή το 2026:
Σφράγιση Σωλήνα (Purge Damming)
- Τάπες: Χρησιμοποιήστε ελαστικές τάπες σιλικόνης ή ειδικά “μπαλόνια” (inflatable bladders) που αντέχουν στη θερμότητα.
- Τοποθέτηση: Τοποθετήστε τις τάπες σε απόσταση 150-200mm εκατέρωθεν της ένωσης για να περιορίσετε τον όγκο του αερίου και να μειώσετε την κατανάλωση.
- Αναμονή: Αφήστε μια μικρή οπή (περίπου 3-5mm) στην τάπα εξόδου για να διαφεύγει ο αέρας και να μην δημιουργείται υπερπίεση που θα “σπρώξει” το λιωμένο μέταλλο προς τα έξω.
Ροή και Τύπος Αερίου
- Αέριο: Χρησιμοποιήστε αποκλειστικά Αργό (Argon) υψηλής καθαρότητας.
- Ροή (Flow Rate):
- Πριν τη συγκόλληση: Ξεκινήστε με ροή 15-20 L/min για να “ξεπλύνετε” (flush) το οξυγόνο.
- Κατά τη διάρκεια: Μειώστε τη ροή στα 5-8 L/min για να διατηρήσετε την προστασία χωρίς να προκαλέσετε αναταράξεις στο τόξο.
- Χρόνος Προ-καθαρισμού: Για σωλήνα 2-3 ιντσών, αφήστε το αέριο να τρέξει για περίπου 2-3 λεπτά πριν ανάψετε το τόξο.
Διαδικασία “Purge Monitor”
- Εάν διαθέτετε αναλυτή οξυγόνου, η συγκόλληση πρέπει να ξεκινήσει μόνο όταν το οξυγόνο πέσει κάτω από 100 ppm (0.01%).
- Αν δεν έχετε αναλυτή, ένας εμπειρικός κανόνας είναι να περιμένετε μέχρι ο όγκος του αερίου που πέρασε να είναι τουλάχιστον 5-10 φορές ο όγκος του εγκλωβισμένου χώρου.
Τι να προσέξετε (Common Mistakes)
- Πρώιμη διακοπή: Μη σταματήσετε το back purging αμέσως μόλις τελειώσετε τη συγκόλληση. Συνεχίστε τη ροή μέχρι η ραφή να κρυώσει κάτω από τους 150°C (περίπου 1-2 λεπτά μετά).
- Ταινία σφράγισης: Χρησιμοποιήστε ειδική ταινία αλουμινίου για να καλύψετε το διάκενο (root gap) εξωτερικά και αφαιρέστε την σταδιακά καθώς προχωράτε τη συγκόλληση.
Έλεγχος της ραφής
Ο έλεγχος της ραφής (inspection) μετά τη συγκόλληση Copper-Nickel είναι το τελικό και πιο κρίσιμο στάδιο, ειδικά για εφαρμογές υπό πίεση ή σε ναυτιλιακές εγκαταστάσεις.
Ακολουθούν οι μέθοδοι ελέγχου που εφαρμόζονται το 2026:

1. Οπτικός Έλεγχος (Visual Inspection – VT)
Είναι ο πρώτος και σημαντικότερος έλεγχος.
- Εξωτερικά: Η ραφή πρέπει να έχει ομοιόμορφα “λέπια” και χρώμα από ανοιχτό χρυσό έως αργυρό. Αν η ραφή είναι μαύρη ή σκούρα μπλε, σημαίνει ότι το μέταλλο κάηκε ή δεν υπήρχε αρκετό αέριο προστασίας.
- Εσωτερικά (Ρίζα): Χρησιμοποιώντας ένα ενδοσκόπιο (boroscope), ελέγχουμε τη ρίζα. Πρέπει να είναι πλήρως διεισδυμένη, λεία και χωρίς “λουλούδιασμα” (οξείδωση). Το χρώμα πρέπει να είναι παρόμοιο με το εξωτερικό.
2. Έλεγχος με Διεισδυτικά Υγρά (Dye Penetrant Testing – PT)
Λόγω της φύσης του CuNi, οι ρωγμές μπορεί να είναι πολύ λεπτές (τριχοειδείς).
- Εφαρμόζετε το κόκκινο υγρό στη ραφή, το καθαρίζετε και μετά ψεκάζετε τον λευκό εμφανιστή.
- Αναζητάτε κόκκινα σημάδια που υποδηλώνουν ρωγμές (cracks) ή πόρους (porosity). Είναι η πιο αποτελεσματική μέθοδος για τον εντοπισμό επιφανειακών ατελειών σε μη μαγνητικά μέταλλα.
3. Δοκιμή Πίεσης (Hydrostatic Test)
- Αφού ολοκληρωθεί η εγκατάσταση, το σύστημα γεμίζει με νερό και δέχεται πίεση (συνήθως 1.5 φορά την πίεση λειτουργίας).
- Ελέγχεται αν υπάρχει δακρύρροια στις ενώσεις.
4. Ραδιογραφικός Έλεγχος (RT / X-Ray)
Σε κρίσιμες ναυπηγικές εργασίες, απαιτείται ραδιογραφία.
- Εδώ ελέγχεται ο “εσωτερικός κόσμος” της κόλλησης για εγκλωβισμούς αερίων ή έλλειψη σύντηξης (lack of fusion).
5. Τεχνικά Άρθρα και Πρότυπα Επιθεώρησης
Για να είστε σίγουροι ότι η εργασία σας πληροί τα διεθνή πρότυπα, μπορείτε να ανατρέξετε στα εξής:
- American Welding Society (AWS) D10.18: Οδηγός για τη συγκόλληση και επιθεώρηση κραμάτων νικελίου.
- ISO 15614-1: Προδιαγραφές και έγκριση διαδικασιών συγκόλλησης για μεταλλικά υλικά.
Συμβουλή: Αν εντοπίσετε πόρο, μην προσπαθήσετε απλώς να τον “λιώσετε” από πάνω. Πρέπει να τροχίσετε το σημείο μέχρι να βρείτε καθαρό μέταλλο και να ξανακολλήσετε με προσθήκη νέου υλικού πλήρωσης.
Για οποιαδήποτε πληροφορία ή πρόταση συνεργασίας επικοινωνήστε μαζί μου.

“Επαγγελματική εμπειρία στη συγκόλληση με τις μεθόδους TIG, MIG, MAG, MMA και ρομποτικών συστημάτων, καθώς και στην επίβλεψη έργων των συγκολλήσεων.”
— Welder.Gr


Nice!!